


精心打磨的产品视频已准备就绪,它将带您深入钢板卷管规格型号钢制阀门来电咨询的魅力世界,让您重新发现产品的无限可能。
以下是:钢板卷管规格型号钢制阀门来电咨询的图文介绍


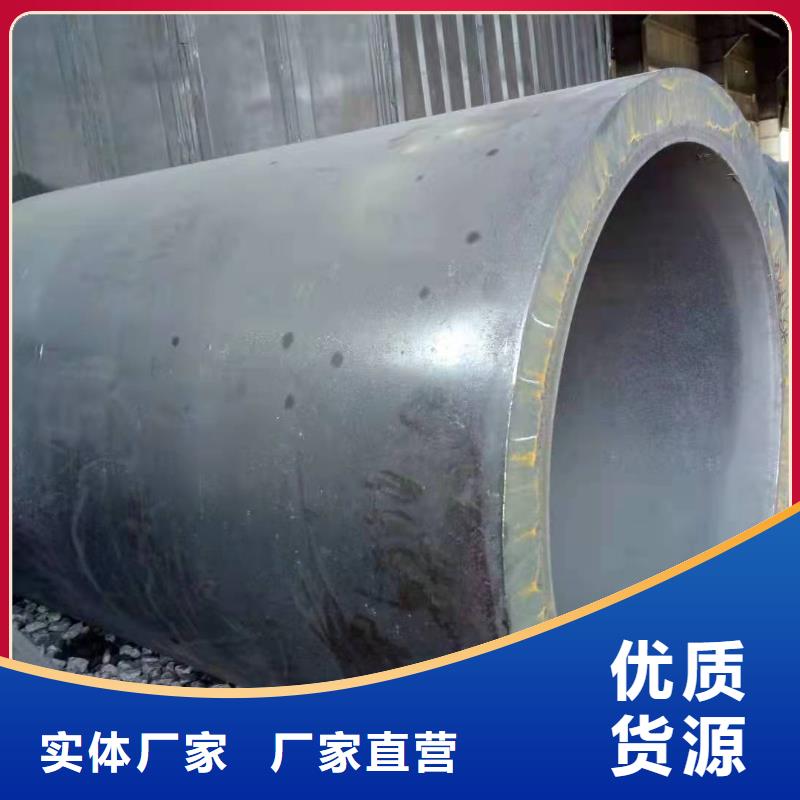
钢板卷管 铸造卷筒裂纹是一种在较高温度下形成的裂纹在体积收缩较大的合金和形状较复杂的铸件容易出现。? 产生原因:? 1.铸件结构设计不合理,有尖角,壁的厚薄变化过于悬殊? 2.砂型(芯)退让性不良? 3.铸型局部过热? 4.浇注温度过高? 5.自铸型中取出铸件过早? 6.热处理过热或过烧,冷却速度过激?1、铝和其他软金属?



上乘的 异形管加工产品质量,可靠的售后服务,赢得了广大客户的一致好评。响誉全国, 异形管加工客户遍布全国各地的各个行业,无论是服务质量、技术水平、时间保证等深得企业及个人用户的广泛信赖。梧州山特金属制品有限公司是一家朝气蓬勃的年青企业,本着务实、创新、学习的精神,愿与国内外同行竭诚合作,共谋发展!



钢板卷管在生产过程中由于受到滚压、拉伸和焊接时的高温影响,材料的组织、机械性能都会发生变化,严重的影响管材的品质,这些变化主要有:冷作硬化现象,即晶体中一列或若于列原子发生有规律的错排,晶格发生畸变,形成一个应力集中区,这种现象也称位错。因为高温和冷却不匀产生焊接应力和在原有单一奥氏体组织中产生铁素体,出现碳化物等不均匀组织,为提高生产效率,确保卷管表面光亮,残余应力,获得单一的奥氏体组织,生产高品质卷管,必须实施在线光亮固溶处理方法。


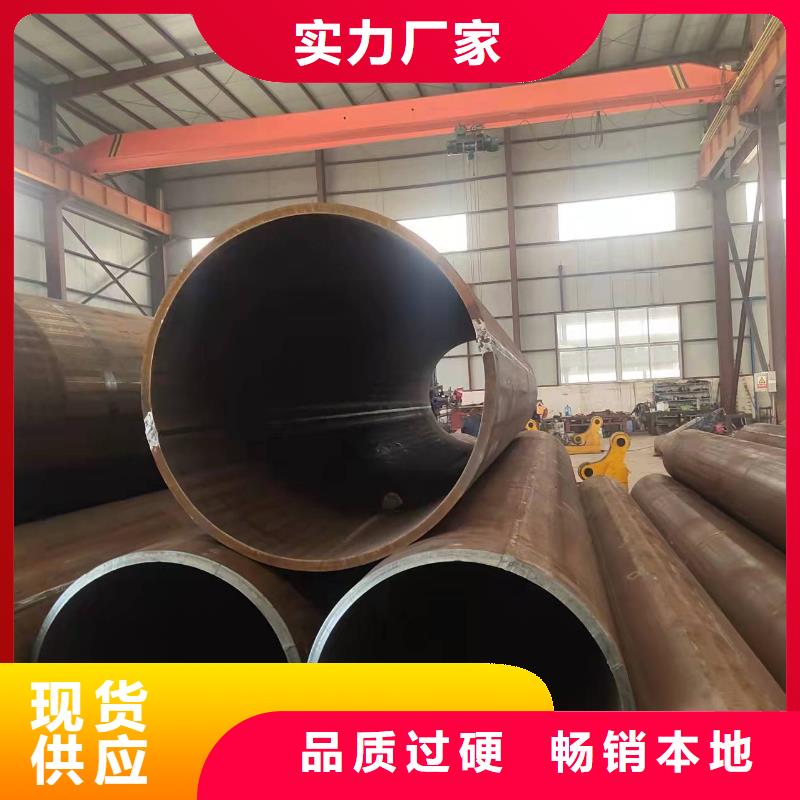
首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。


